The sensors used in steering tools and MWD/LWD tools are solid-state electronic devices known as magnetometers and accelerometers which respond to the earth's magnetic field and gravitational field respectively.
Since the magnetometers may be affected by the steel collars and drill pipe, the probe must be seated within non-magnetic collars. The probe slots into the muleshoe key, which is aligned with the scribe line of the bent sub.
The probe therefore measures the direction in which the scribe line of bent sub is pointing.
The orientation of the bent sub can be measured relative to Magnetic North (magnetic toolface) or with respect to the High Side of the hole (gravity toolface).
If we place a plumb bob at the centre of any section of wellbore, the plumb bob orients itself in the direction of "g", vertically downwards. The direction opposite to the orientation of plumb bob is the high side of the wellbore.
At low inclinations (0-5°) magnetic toolface is used, since the High Side is not well-defined at that stage. Once the angle increases, however, and the hole direction becomes established, the gravity toolface is used (i.e. toolface is reported as a number of degrees to the left or right of High Side).
The High Side of the hole can be defined by the accelerometers. The High Side is directly opposite to the gravity vector, which is the sum of the three gravitational components measured by the accelerometers.
Now, before taking this discussion ahead, you should know what scribe line and the tool face alignment and orientation means.
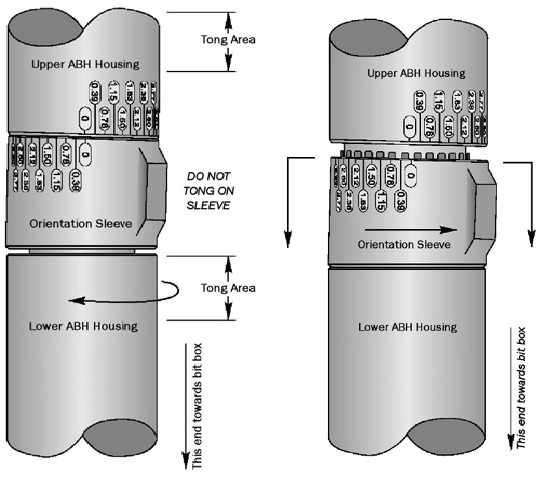
Look at the figure below. It shows an adjustable bent sub which gives us an option to adjust the amount of bent we wish to provide to the motor. It generally ranges between 0 to 3 degrees.
Now to provide a desired bent, we hold the upper and lower ABH (Adjustable Bent Housing) using the tong and by using chain tong on orientation sleeve we coincide the upper and lower angular marking to the desired value.
Suppose we desire to provide 2.89 degree initial bent. So after coinciding the two angular marking, what the bent sub looks is like in the figure below :
The line passing through the two coincident angular markings give us bent sub tool face, i.e. the orientation of our bent sub. See figure below :
Now have a look at this figure:
This is how the accelerometer and the magnetometer is arranged in the MWD unit aligned in same axis (z axis).
Typically, three magnetometers and three accelerometers are used to measure the three components of the gravity vector and the Earth magnetic field vector in the sensor frame.
The voltage outputs from the accelerometers are denoted by Gx, Gy and Gz, corresponding to the three orthogonal axes.
Similarly the magnetometer outputs are Hx, Hy and Hz.
z axis points down the axis of the tool and the y axis is defined as being in line with the toolface.
Now in order to accomplish the directional drilling task, the operator needs to know the orientation of the bent sub. The relationship between the directional sensor and the bent sub is fixed for each bottom hole assembly. From the directional sensor measurement, the directional sensor tool face is known. If the angular difference between the directional sensor reference point and the bent sub is measured on the surface, then the operator can use this measurement and the directional sensor tool face reading to determine the orientation of the bent sub, namely, the bent sub tool face. Such angular difference is sometimes called tool face offset.
In the prior art, the angular difference is determined by the use of a scribe line on the exterior of the instrument housing.
Now our next job is orient our MWD/LWD tool in the direction of bent.
Below is a typical BHA arrangement for a 8 1/2" Hole Section :
After we are done with adjusting the bent sub to a desired angle, we make up the string stabilizer, the float sub, the UBHO sub and 1 (one in number) NMDC (also called Monel). To know more about Stabilizer, Float Sub and UBHO sub refer my blog post : Stabilizer, Float Sub , UBHO Sub.
Now out job is to lower the MWD tool assembly into the NMDC.
The MWD tool is run inside the NMDC (Monel).
It gets seated in the mule shoe sub (UBHO Sub) which is at the bottom of NMDC.
The tool face of MWD usually doesnot remain aligned with the toolface of downhole motor.
So as to align the MWD toolface with the toolface of downhole mud motor we practise any one of the following procedure :
1
In this procedure, we get back to the time when we have made up the UBHO sub and the MWD tool has not yet been lowered.
The mule shoe sub has an adjustable key.
The sleeve with the key can be rotated.
The set screw is loosened and the key is alligned with the bent of the downhole mud motor.
Once the key is aligned with the bent of the motor, the set screw is tightened.
This keeps the key always aligned with the bend provided to the motor.
Now the orientation of mule shoe is same as that of the motor bend.
The MWD tool is run into the NMDC.
The tool has a mule shoe stinger on it.
The stinger has a slot and the mule shoe sleeve has a key.
When the mule shoe stinger enters the mule shoe sub, it is rotated until it gets lined up with the orientation of the mule shoe sub and the motor.
This happens when the slot of the stinger gets seated in key of the UBHO sub.
Note : The survey tool can easily be manually rotated until the tool is aligned with the key.
Thus now the tool face shown by the MWD tool is also the tool face of the bend of the down hole motor.
 |
| UBHO Sub |
2
In this procedure, we are at the situation when we have lowered the MWD tool in the NMDC and the stinger's slot has got seated in the UBHO sleeve's key.
The scribe line at the mule shoe key indicates the tool face of the MWD tool.
The scribe line at bend of the downhole motor indicates the toolface of the bent of the motor.
Now we check that the two scribe lines (one of the motor and other of the surveying tool i.e. MWD here) are aligned or not.
At present condition, we have the following arrangement hanging fron the elevator from top to bottom: NMDC - UBHO Sub - String Stab - Mud Motor - Bit.
We lower the present made assembly until UBHO Sub is on man height.
At the key of the UBHO sub (i.e. on the scribe line), we make any marking like placing a chalk piece or any pointed visible object which shows us the position of the scribe line/ the UBHO key. Some people tape a laser pointing downwards.
Now we lift the made assembly upwards using elevator until we have our bent sub at the man height.
We apply slip to make the assembly stationary.
Now we look up at our placed marking on the UBHO sub and find its position relative to the bend sub scribe line. (For this, the operator stands closer to the bent sub, looks upward to the made marking and tries to make an imaginary line from the marking to the bent.
If the two scribe lines are aligned, then no issues. We are done with our job.
But, if the two scribe lines are not alligned, then we measure the offset tool face (OTF) between the two scribe lines using the protector, which gives and angular value of the offset.
This offset tool face (OTF) is a correction factor.
Now, the operator must decide whether to add or subtract this angular difference to the directional sensor tool face for purposes of determining the orientation of the bent sub. Obviously, the decision as to whether to add or subtract the angular difference is critical. Operators are trained to follow a procedure to correctly determine whether the angular difference should be input into the surface computer as a positive or negative number to be added to the tool face reading to obtain the bent sub orientation.
Refer figure below which clearly describes the above procedure :
Geometrically, we can explain the offset angle as shown in figure below :
CORRECTIONS
Offset Correction aligns accelerometer toolface with toolface of bent sub.
Magnetic Declination correction corrects the magnetometer error.
In the picture below, I have tried to explain how the axis of the accelerometer actually behaves and helps determining the inclination, using the help of a hand made rough model.
INCLINATION
The inclination is the angle measured from vertical to the axis of the Z accelerometer.
The inclination can be determined from the above model and comes out to be :
tan α = ( Gx2 + Gy2 )1/2 / Gz .
TOOLFACE
Magnetic Tool Face
It is the direction, in the horizontal plane, the bent sub scribe line is pointing with regard to the north reference (Grid, Mag, or True).
Magnetic orientation is used when the inclination of the well bore is less than 5°. When the inclination is below this amount, the survey instrument cannot accurately determine the highside of the instrument for orientation purposes. The toolface will be presented in azimuth or quadrant form, referenced to magnetic north. The magnetic toolface reading is whatever magnetic direction the toolface is pointed.
Gravity Tool Face
It is the angular distance that a bent sub scribe line is turned, about the tool axis, relative to the high side of the hole.
If the inclination of the well bore is above 5° to 8°, then the gravity toolface can be used.
The toolface will be referenced to the highside of the survey instrument, no matter what the hole direction of the survey instrument is at the time.
The toolface will be presented in a number of degrees either right or left of the highside.
GTF orientation is represented by figure below :














































{kind=link}